致力打造行業第一品牌
高標準,高精度,品質有保障



公司名稱:華通機械工具有限公司
網址:www.yusensic.com
電話: 0451-88302828 0451-88332636 0451-87800400
地 址:哈爾濱道外區景陽街137號
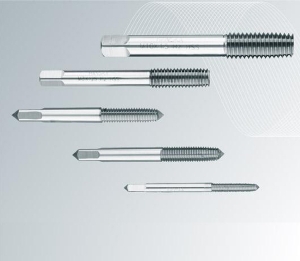
絲錐作為一種加工內螺紋的常用工具,按照排屑方式可以分為螺旋槽絲錐(上旋)、先端絲錐(下排)、直槽絲錐和擠壓絲錐(無屑)等,按照使用環境則又可以分為手用絲錐和機用絲錐,按照規格可以分為公制,美制和英制絲錐等。
金坤刀具公司提示您絲錐一般都做成直槽,較為通用,通孔、盲孔都可用,且直槽絲錐的剛性較好,攻絲時螺距的變形較小。
刃傾角絲錐用于加工通孔,是在直槽絲錐的切削部分修磨出負的刃傾角,使切屑朝前方排出,排屑順暢。絲錐校正部分的槽可以稍淺增加絲錐的強度。
另一方面,又因為切削部分較鋒利減小了攻絲的扭矩使用更可靠。為進一步增加刃傾角絲錐的強度提高切削效率甚至可把校準部分做成無槽的稱無槽絲錐但切削液不易進入切削區使摩擦增加。螺旋槽絲錐用于盲孔的攻絲排屑效果好切削較輕快。
絲錐的結構參數
(1)外型尺寸
1)總長:需注意某些需要特殊加長的工況
2)槽長:通上
3)柄方:目前常見柄方標準有DIN(371/374/376),ANSI,JIS,ISO等,選用時需注意和攻絲刀柄的匹配關系

(2)螺紋部分
1)精度:由具體的螺紋標準來選擇,米制螺紋ISO1/2/3級等同于國標H1/2/3級,但需注意制造商內控標準。
2)切削錐:絲錐的切削部分,已形成部分固定模式,通常切削錐越長,絲錐的壽命越好。
3)校正齒:起輔助與校正的作用,特別在攻絲系統不穩定的工況下,校正齒越多,攻絲阻力越大。
(3)排屑槽
1、槽型:影響鐵屑成型及排出,通常為各制造商內部機密。
2、前角、后角:增大時絲錐變鋒利,可明顯降低切削阻力,但齒尖強度及穩定性下降,后角即鏟磨后角。
3、槽數:槽數增加切削刃數增加,可有效提高絲錐壽命;但會壓縮排屑空間,于排屑不利。
版權所有:華通機械工具公司(金坤數控工具獨家經銷)
電話: 0451-88302828 0451-88332636 0451-87800400
地 址:哈爾濱道外區景陽街137號